 Калькулятор
Калькулятор Вызвать замерщика
Вызвать замерщика +7 8652 46 79 79
+7 8652 46 79 79 г. Ставрополь, ул. Доваторцев 183В
г. Ставрополь, ул. Доваторцев 183ВКомпания “ОКНА ЛЮКС” является официальным партнером №1 немецкого производителя Rehau. Наша компания в Ставрополе самая крупная по производству пластиковых окон с 2001 года. Огромным преимуществом является то, что завод проектировался специалистами из Германии, что позволило с первого дня запуска изготавливать продукцию высокого качества. Все этапы производства выполняются согласно технологии, разработанной немецкой компанией Rehau. Производство пластиковых окон полностью автоматизированно и отсутствует человеческий фактор. Заказать и купить пластиковые окна в компании “ОКНА ЛЮКС” – значит получить высококачественные и функциональные изделия которые соответствуют всем СНИПам и ГОСТам и подтверждено различными сертификатами.
ЭТАПЫ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ОКОН
Производство окон из ПВХ профиля состоит из нескольких этапов и выполняется на технологичном оборудовании нового поколения. Для самых ответственных процессов сегодня используют станки с ЧПУ, благодаря которому удается достичь высокой точности резки и сборки. При производстве окон задействованы как форматно-раскроечные центры, так и станки для фрезерования, нарезки штапиков, сварки деталей и зачистки угловых соединений. Изготовление оконных конструкций всегда выполняется в строго определенной последовательности.


Замер пластиковых окон
Процесс изготовления всегда начинается с замера, причем эту процедуру нельзя обособить ото всех остальных этапов. Ее рекомендуется доверить профессионалу, поскольку только специалисту известны все нюансы этого процесса.
Составление спецификации
Сегодня определение размеров деталей и их количества выполняется на компьютерах с применением специального программного обеспечения – вручную с калькулятором никто расчеты не производит. После передачи документации замерщиком проектировщик вводит все необходимые данные в компьютер, и программа вычисляет размеры рам, створок, стеклопакетов и каждого составного элемента в отдельности. Затем эти сведения в электронном виде передаются в цеха по изготовлению стеклопакетов и оконных или дверных блоков.

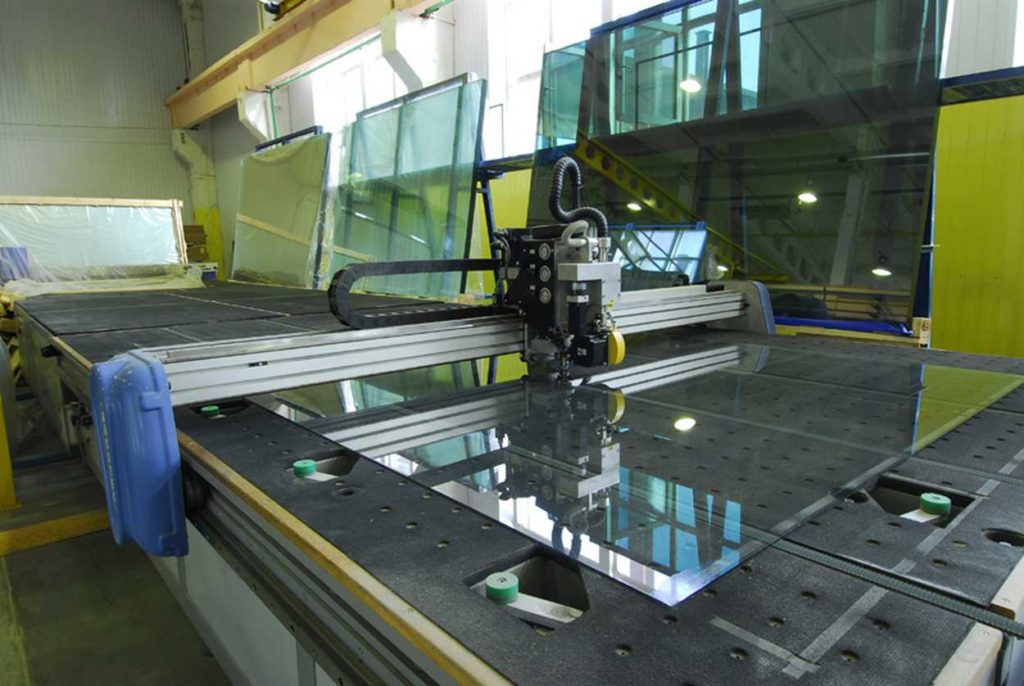
Производство стеклопакета
Этот этап изготовления окон также частично автоматизирован. Все крупные и средние предприятия по производству стеклопакетов сегодня используют для резки стекла центры с ЧПУ. Причем в некоторых случаях автоматизация коснулась не только процедуры раскроя, но и сборки готовых изделий.
Изготовление оконных и дверных блоков из ПВХ профилей
Этот процесс состоит из нескольких этапов – нарезки, фрезерования, армирования, сварки (сплавления), шлифовки соединительных швов, интеграции импостов и обвязки фурнитурой. После этого конструкцию оконных или дверных блоков можно считать фактически готовой.


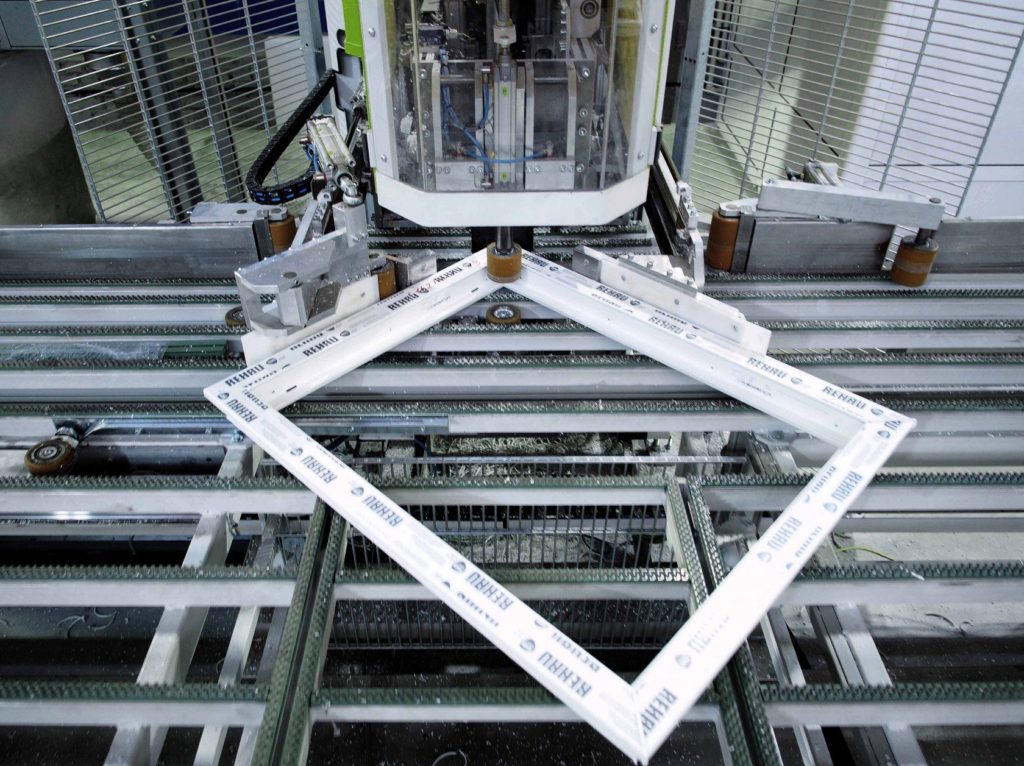
Сборка оконных и дверных блоков
Оптимальный результат, при котором обеспечивается высокая прочность и точность соединений, достигается при одновременном соединении всех стыков рамы или створки. То есть должны быть выполнены сразу все 4 угловых соединения. Этого можно достичь только на автоматизированном оборудовании. Сплавление профилей выполняется при высокой температуре и давлении. После достижения нужной температуры все детали одновременно прижимаются друг к другу и удерживаются до полного застывания пластика.
Зачистка угловых соединений
Поскольку при соединении деталей из ПВХ расплавленный пластик частично выдавливается наружу, стыки после сплавления профилей выглядят очень грубо. Чтобы придать конструкциям нормальный вид, весь проступивший наружу пластик убирают при помощи специального фрезеровального станка. Благодаря этой процедуре рамы и створки из ПВХ профилей приобретают презентабельный внешний вид.

Установка систем открывания створок
Монтаж фурнитуры выполняется на специальных стендах. Если такое оборудование отсутствует, обвязку крепят вручную с использованием шаблонов. Вместе с монтажом основной фурнитуры выполняются крепеж ответных планок изнутри световых проемов и фиксация ручек управления системами открывания, которые соединяются с запорным механизмом фурнитуры.
Крепление контуров уплотнения
Для фиксации уплотнителей в профилях предусмотрены специальные пазы. Чем больше количество контуров, тем выше уровень герметичности окон. Уплотнительные контуры разной формы вставляются в пазы как на рамах, так и створках, после чего оконные или дверные блоки готовы к завершающим этапам сборки. Навешивание створок Элементы механизма открывания (петель) имеются и на раме, и на створках. Благодаря этому при выполнении процедуры навешивания нужно просто вставить створки в световые проемы и зафиксировать фурнитуру.


Регулировка фурнитуры и проверка качества
Перед отправкой на объект, где будет произведен монтаж, окна еще раз визуально осматриваются, и контролер качества убеждается в отсутствии дефектов. Также изучается работа фурнитуры – створки не должны цепляться за раму, а запорный механизм обязан обеспечить плотный прижим всех подвижных элементов оконной конструкции. В случае необходимости выполняется регулировка фурнитуры.
«Пластиковые окна Rehau – Немецкое качество от производителя»
Профессиональный подход и человеческое отношение – это основные принципы нашей компании.
Современное автоматизированное производство по запатентованным технологиям, контроль качества на каждом этапе, адаптированные под российские климатические условия системы установки делают наши пластиковые окна лидирующими по количеству продаж вот уже более 15 лет.
Мы не только производим окна, но стремимся, чтобы они приносили уют и комфорт в дома наших заказчиков.